-


GENERATOR AZORES RC 10000W
Generator 12000W or more -

GENERATOR ELBA RC 5500W
Generator 3000W to 6kW -


CRETA SOL SILENT 7500W GENERATOR
Generator 6000W to 12kW -


GENERATOR CANDANCHÚ-S 7000W
Generator 3000W to 6kW -


GENERATOR FORMIGAL-S 7000W
Generator 3000W to 6kW -

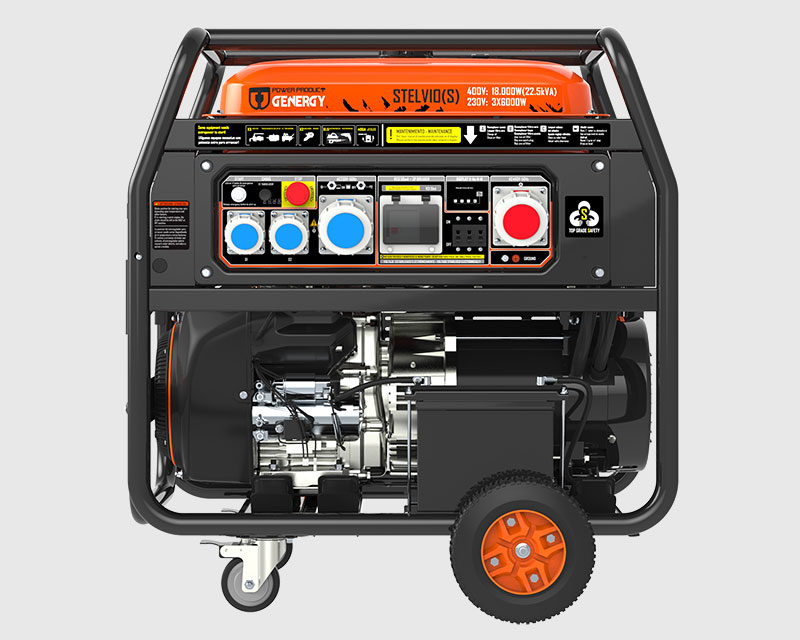
GENERATOR STELVIO-S 18000W
Big Series Generator -

GENERATOR NATURA 8000 8500W
Generator 6000W to 12kW -

DIRECT 500-XL LIGHT TOWER
Professional Lighting